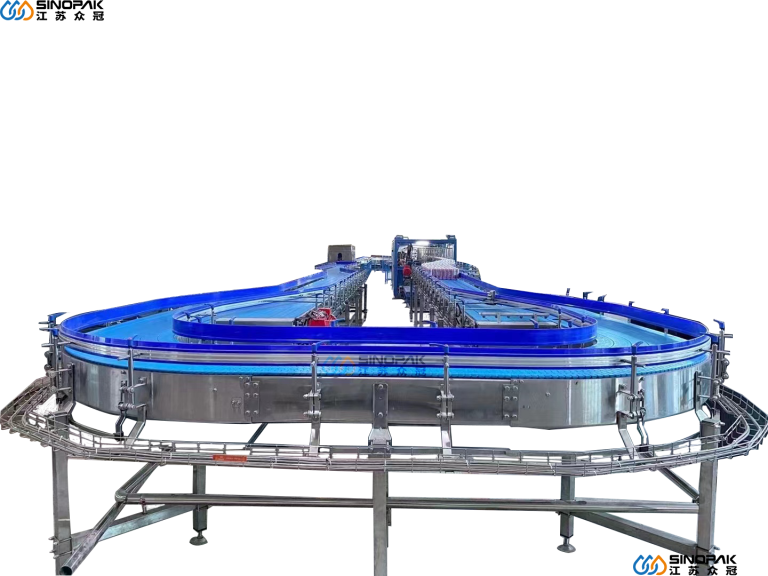
Air conveyor is a bridge between the unscrambler/blower and 3 in 1 filling machine. Air conveyor is supported by the arm on the ground; the air blower is settled on the air conveyor. Each inlet of air conveyor has an air filter to prevent dust coming into. Two set of photoelectric switch settled in the bottle inlet of the air conveyor. The bottle is transferred to 3 in 1 machine through wind.
– Energy saving. High efficient. Adapt to customer factory layout — Special lubrication system, keep products clean, health, safety — Extended service life — Electric eyes design keep whole line running safety and quickly — Overload protection mechanism to effectively ensure the safety of the machine
The machine is used for ordering disordered polyester bottles. The disordered bottles are carried into the storing bottle section by elevator. With the help of the pushing force of the rotating disk, the bottles enter their position. With the function of the turning bottle device and the air-flow, the bottles are ordered into bottle mouth-up-position and are carried into the next process with the air-transferring type conveying bottle system.
Model: GSGZ-05
Speed: 5000BPH
Gas consumption: 0.25 cubic metres per minute
Host power: 1.5KW 220v 50hz
Weight:600KG
It is mainly used in sterilizing PET bottles mouth and inside surface of caps in which haven’t been disinfected by thermal tea or juice which having been filled in PET bottle.
It mainly consist of chief conveyor chain system, body frame, bottle reversing chain system, bottle reversing guiding rod and bottle repositioning rod.
The bottle warming machine adopts a three section steam recycling heating design,the water spraying water temperature shall be controlled around 40 degrees. After the bottle go out, the temperature will be around the 25 degrees. Users can fix the temperature according to need. All the end of the warmer, it is equipped with the drying machine to blow the water outside the bottle.
Machine size: Φ 2000 x 2000 mm
Production rate: 12,000 bottles/hour
Air source pressure: 0.7 MPa
Amount of gas used: 0.4 M3 / min
Adaptive bottle:Bottle diameter :55mm-75mm
productivity: 8000~15000 bottle/hour
Air source: Pressure 0.7MPa,air consumption,1500 L/min
Power: 380V,50Hz
Main motor’s power:1.5KW
Bottle size: Diameter 50-90,height 65-290
Lifting device’s power: 0.75KW
Dimension: φ2240(D)×2200(H)
Model: LPN-400
Capacity: 20,000b/h
Suitable to bottles: ¢28*120
Total Power: 4.7kw
Machine Weight:2400kg
Machine Dimension: D3000*2200mm
Conveyor Systems are mechanical devices used to transport goods, materials, or products from one location to another within a facility or between different stages of a production or distribution process. These systems consist of various components, including belts, rollers, chains, and pulleys, and are crucial for streamlining material handling operations and improving workflow efficiency.
Conveyor Systems automate material handling processes, reducing manual labor, minimizing handling time, and increasing throughput compared to manual transportation methods.
These systems are adaptable to a wide range of applications and industries, including manufacturing, logistics, distribution, warehousing, and airport baggage handling.
Conveyor Systems utilize space efficiently, allowing for the seamless movement of goods within confined or limited spaces, maximizing floor space utilization.
Conveyor Systems incorporate safety features such as emergency stop controls, guarding, and sensors to prevent accidents and ensure worker safety during operation.
Belts are the primary component of Conveyor Systems, consisting of flexible materials such as rubber, PVC, or fabric, which transport goods along a designated path.
Rollers and pulleys support and guide conveyor belts, facilitating smooth movement and direction changes within the system.
Drive systems, including motors, gears, and chains, provide the power necessary to move conveyor belts and transport goods along the conveyor line.
Integrated control systems manage conveyor operation, including start/stop functions, speed control, direction changes, and synchronization with upstream and downstream processes.
Conveyor Systems often feature modular designs, allowing for easy customization, expansion, and reconfiguration to accommodate changing production requirements and facility layouts.
Conveyor Systems are used in manufacturing facilities for assembly lines, material handling, and product transportation, facilitating the movement of raw materials, components, and finished products between workstations.
Distribution centers and warehouses utilize Conveyor Systems for sorting, picking, packing, and shipping operations, optimizing order fulfillment processes and enhancing supply chain efficiency.
Conveyor Systems are employed in airports for baggage handling and sorting, transporting luggage between check-in counters, baggage claim areas, and aircraft loading/unloading zones.
Retail stores and e-commerce fulfillment centers utilize Conveyor Systems for order picking, sorting, and shipping, enabling efficient processing and delivery of customer orders.
Conveyor Systems can handle a wide range of goods and materials, including boxes, cartons, packages, pallets, bags, components, parts, and bulk materials such as grains, ores, and aggregates.
Conveyor Systems come in various configurations, including belt conveyors, roller conveyors, chain conveyors, slat conveyors, screw conveyors, and overhead conveyors, each suited for specific applications and environments.
Yes, Conveyor Systems can be designed and engineered for heavy-duty applications, with robust construction, reinforced components, and high-capacity load handling capabilities to withstand demanding industrial environments.
Yes, Conveyor Systems can be integrated with other automated systems, such as robotic arms, palletizers, sortation systems, and packaging machinery, to create fully automated material handling and logistics solutions.
Conveyor Systems incorporate safety features such as emergency stop controls, safety guards, interlocking mechanisms, and sensors to prevent accidents, minimize hazards, and ensure compliance with occupational safety regulations.
In summary, Conveyor Systems play a vital role in optimizing material handling operations, improving productivity, and enhancing workflow efficiency across various industries. Whether it’s moving goods along assembly lines in manufacturing plants, sorting packages in distribution centers, or transporting luggage in airports, these systems provide a reliable and cost-effective solution for streamlining material flow and achieving operational excellence.

 Français
Français  Español
Español  Português
Português  العربية
العربية